This is a longer post than normal, since the topic is one that is debated and discussed wherever six sigma interacts with Lean and industrial engineering.
In lean six sigma and six sigma methodology there is a controversial little mechanism called sigma shift. Ask anyone who has been trained and they will tell you that all sigma ratings are given as short-term sigma ratings and that if you are using long term data you must add 1.5 to the sigma rating to get a true reflection of the process effectiveness. Ask where this 1.5 sigma shift comes from and you will be told with varying degrees of certainty that is has been evidenced by Motorola and industry in general. So should we just accept this?
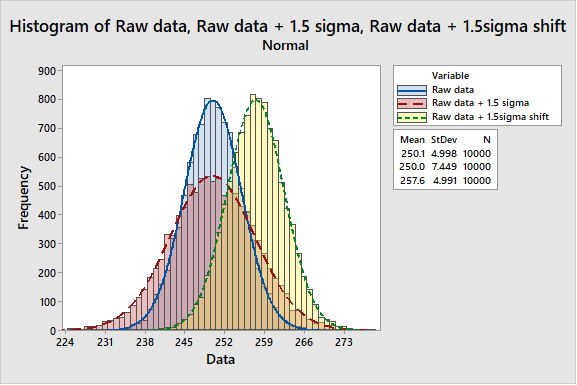
The argument is presented as a shift in the mean by up to 1.5 sigma as shown below.

Isn’t it strange in a discipline that is so exacting for evidence in so many aspects, this idea that the process sigma value must increase by 1.5 if you are using long term data is accepted without empirical evidence? The argument that Motorola or some other corporation has observed it, so it must be true sounds a lot like ‘We’ve always done it that way’. Suddenly this assertion doesn’t feel so comfortable does it? I set out to track down the source of this 1.5 sigma shift and find the source of the data, some study with actual data to prove the theory.
As soon as one starts to ask for data and search for studies, it becomes apparent that the data is not readily available to support this statement. Every paper referring to the 1.5 sigma shift seems to refer to it as ‘previous work’. Several studies came up consistently during my search.
- An article on tolerancing from 1962 by A. Bender (Bender, 1962)
- An article on statistical tolerancing by David Evans (Evans, 1975)
- An article on Six Sigma in Quality Progress from 1993 (McFadden, 1993)
- A treatise on the source of 1.5 sigma shift by Davis R. Bothe (Bothe, 2002)
So why am I focusing on these 4 citations? I perceive a migration across these papers from a simplified method of calculating cumulative tolerances to a theoretical explanation of where the 1.5 sigma shift comes from.
The first article in this series was written in 1962. At this time all calculations were done by hand, complex calculations with the aid of a slide rule. Mistakes were easy to make, and the process was time consuming. This was before electronic calculators, and before computers. Bender was seeking a shortcut to reduce the time taken to calculate tolerance stacks, whilst retaining some scientific basis for their calculation. The proposed solution was to use a fudge factor to arrive at a perceived practical tolerance limit. The fudge was to multiply the variance by 1.5, a figure based on “probability, approximation, and experience”. There is nothing wrong with this approach, however it cannot be called a data driven basis. It should also be understood that the purpose of the 1.5 sigma shift in this case was to provide a window for tolerancing that would give an acceptable engineering tolerance for manufactured parts.
The paper by Evans then provides a critical review of the methods available and uses the Bender example as a low technology method for setting tolerances that appears to work in that situation. One interesting comment in Evans paper is in his closing remarks
“Basic to tolerancing, as we have looked at it here as a science, is the need to have a well-defined, sufficiently accurate relationship between the values of the components and the response of the mechanism.”
Is there evidence that the relationship between the values of the components and the response of the mechanism is sufficiently well defined to use it as a basis for generalisation of tolerancing? I would argue that in most processes this is not the case. Commercial and manufacturing functions are eager to get an acceptable product to market, which is in most cases the correct response to market need. What most businesses fail to do thereafter is invest time, money and effort into understanding these causal relationships, until there is a problem. Once there is a problem, there is an expectation of instant understanding. In his concluding remarks Evans also notes that
“As for the other area discussed, the shifting and drifting of component distributions, there does not exist a good enough theory to provide practical answers in a sufficiently general manner.”
It seems then, that as of 1975 there was inadequate evidence to support the notion of 1.5 sigma shift.
The next paper identified, is an article by McFadden published in Quality Progress in 1993. In this article, MCfadden makes a strong mathematical case that when tolerancing, aiming for a Cp of 2 and Cpk of 1.5 yields a robust process. This is based upon a predicted shift in the process mean of 1.5σ. Under these circumstances, a defect rate of 3.4 defects per million opportunities would be achieved. Again, a sound mathematical analysis of a theoretical change, however there remains no evidence that it is real. Reference is made here to the paper by Bender.
The paper by Bothe, is very similar to the one by McFadden. Both papers express a view that there is evidence for this process shift somewhere, usually with Motorola sources quoted. The articles by Evans, McFadden, and Bothe are all referring to the case where the process mean shifts by up to 1.5 σ with no change in the standard deviation itself. Evans notes that there is no evidence this is a true case.
If you keep searching eventually you find an explanation of the source of 1.5 sigma shift from the author of Six Sigma itself, Mikel J. Harry. Harry addressed the issue of 1.5σ shift in his book Resolving the Mysteries of Six Sigma (Harry, 2003). On page 28 there is the most compelling evidence I have found for the origin of the 1.5σ shift. Harry states in his footnote
“Many practitioners that are fairly new to six sigma work are often erroneously informed that the proverbial “1.5σ shift factor” is a comprehensive empirical correction that should somehow be overlaid on active processes for purposes of “real time” capability reporting. In other words, some unjustifiably believe that the measurement of long-term performance is fully unwarranted (as it could be algebraically established). Although the “typical” shift factor will frequently tend toward 1.5σ (over the many heterogeneous CTQ’s within a relatively complex product or service), each CTQ will retain its ow unique magnitude of dynamic variance expansion (expressed in the form of an equivalent mean offset.”
This statement confirms that there is no comprehensive empirical evidence for the 1.5σ shift. Furthermore, Harry clearly states that the long-term behaviour of a process can only be established through long term study of that process. A perfectly reasonable assertion. There is another change here, in that Harry explains the 1.5 σ shift in terms of an increase in the standard deviation due to long term sampling variations, not as is often postulated in other texts, movements in the sample mean. Harry’s explanation is consistent with one of the central precepts of six sigma, namely that the sampling regime is representative. If the regime is representative, it is clear that the sample mean can vary only within the confidence interval associated with the sample. Any deviation beyond this would constitute a special cause since the process mean will have shifted, yielding a different process. The impact of different samples will be to yield an inflated standard deviation, not a shift of mean. This means that the 1.5sigma shift should be represented as below, not as a shift of the mean

In his book Harry expands on the six sigma methodology as a mechanism for setting tolerances and examining the capability of a process to meet those tolerances with a high degree of reproducibility in the long term. Much of the discussion in this section relates to setting of tolerances using a safety margin M=0.50 for setting of design tolerances.
It seems the 1.5σ shift is a best guess estimation of the long-term tolerances required to ensure compliance with specification. It is not, and never has been a profound evidence-based relationship between long term and short-term data sets. The source of this statement is none other than Mikel J. Harry, stated in his book and reproduced above. Harry has stated that
“…those of us at Motorola involved in the initial formulation of six sigma (1984 – 1985) decided to adopt and support the idea of a ‘1.5σ equivalent mean shift’ as a simplistic (but effective) way to account for the underlying influence of long-term, random sampling error.”
For me it is a significant coincidence that Bender proposed an estimating formula for tolerancing of processes based on 1.5 * √variance of x. Variance is a statistical term. It is defined as follows

The square root of variance is the standard deviation. Or put another way, we can estimate the likely behaviour over time of a process parameter using 1.5 sigma as the basis of variation to allow for shifts and drifts in the sampling of the process.
Given the dynamic nature of processes and process set-up, the methodology employed in process setting can greatly influence the observed result. For example if the process set up instruction requires the process to be inside specification before committing the run, then there may be genuine differences in the process mean. This will be far less likely if the process setup instruction requires the process to be on target with minimum variance.
It seems to me that the 1.5 sigma shift is a ‘Benderized tolerance’ based on ‘probability, approximation, and experience’. If tolerances are set on this basis, it is vital that the practitioner has knowledge and experience appropriate to justify and validate their assertion.

Harry refers to Bender’s research, citing this paper as a scientific basis for non-random shifts and drifts. The basis of Bender’s adjustment must be remembered – ‘probability, approximation and experience’. Two of these can be quantified and measured, what is unclear is how much of the adjustment is based on the nebulous parameter of experience.
In conclusion, it is clear that the 1.5 sigma shift quoted in almost every six sigma and lean six sigma course as a reliable estimate of long term shift and drift of a process is at best a reasonable guess based on a process safety margin of 0.50. Harry has stated in footnote 1 of his book
“While serving at Motorola, this author was kindly asked by Mr Robert ‘Bob’ Galvin not to publish the underlying theoretical constructs associated with the shift factor, as such ‘mystery’ helped to keep the idea of six sigma alive. He explained that such a mystery would ‘keep people talking about six-sigma in the many hallways of our company’.”
Given this information, I will continue to recommend that if a process improvement practitioner wishes to make design tolerance predictions then a 1.5 sigma shift is as good an estimate as any and at least has some basis in the process. However, if you want to know what the long-term process capability will be and how it compares to the short-term process capability, continue to collect data and analyse when you have both long and short term data. Otherwise, focus on process control, investigating and eliminating sources of special cause variation.
None of us can change where or how we are trained, nor can we be blamed for reasonably believing that which is presented as fact. The deliberate withholding of critical information to create mystery and debate demonstrates a key difference in the roots of six sigma compared to lean. Such disinformation does not respect the individual and promotes a clear delineation between the statisticians and scientists trained to understand the statistical basis of the data, and those chosen to implement the methodology. This deliberate act of those with knowledge withholding information, has created a fundamental misunderstanding of the methodology. Is it then any wonder that those who have worked diligently to learn, having been misinformed by the originators of the technique now propagate and defend this misinformation?
What does this mean for the much vaunted 3.4 DPMO for six sigma processes?
The argument for this level of defects is mathematically correct, however the validity of the value is brought into question when the objective evidence supporting the calculation is based in supposition not process data. I think it is an interesting mathematical calculation, but if you want to know how well your process meets the specification limits, the process capability indices Cp and Cpk are more useful. After all, we can make up any set of numbers and claim compliance if we are not concerned with data, facts and evidence.
This seems to be a triumph of management style over sense and reason, creating a waste of time and effort through debating something that has simply been taught incorrectly, initially through a conscious decision to withhold essential information, later through a failure to insist on data, evidence and proof.
However, if we continue to accept doctrine without evidence can we really regard ourselves and data driven scientists? Isn’t that the remit of blind faith? It is up to six sigma teachers and practitioners to now ensure this misinformation is corrected with all future teachings and to ensure that the 1.5 sigma shift is given its proper place as an approximation to ensure robust tolerances, not a proven process independent variation supported by robust process data.
Bibliography
Bender, A. (1962). Benderizing Tolerances – A Simple Practical Probability Method of Handling Tolerances for Limit-Stack-Ups. Graphic Science, 17.
Bothe, D. R. (2002). Statistical Reason for the 1.5σ Shift. Quality Engineering, 14(3), 479-487. Retrieved 2 22, 2018, from http://tandfonline.com/doi/full/10.1081/qen-120001884
Evans, D. H. (1975). Statistical Tolerancing: The State of the Art, Part III. Shifts and Drifts. Journal of Quality Technology, 72-76.
McFadden, F. (1993). Six Sigma Quality Programs. Quality Progress, 26(6).